Yet despite how widely DI water is referenced, the mechanics behind it, its real limitations, and how to match the right production method to the right application are frequently misunderstood at an operational level. This guide covers all three: how deionization works, which system type fits which need, and when DI water isn't actually the right solution.
Key Takeaways
- DI water removes dissolved ionic minerals through ion exchange — not bacteria, viruses, or uncharged organics
- Purity is measured by resistivity or conductivity; ASTM D1193 Type I requires ≥18.0 MΩ·cm (≤0.056 μS/cm)
- Three production methods exist: standalone ion exchange, electrodeionization (EDI), and RO/DI combined systems
- Houston's municipal TDS of 189–288 ppm makes local feed water quality a critical factor in system sizing and design
- Avoid using DI water as a standalone residential drinking water solution — it lacks the minerals the body needs
What Is Deionized Water Production and Why Does It Matter?
Deionized water production is a purification process that removes dissolved mineral ions — sodium, calcium, magnesium, chloride, sulfates, nitrates — from water using ion-exchange resins or electrical processes. The output is water that approaches chemically pure H₂O, with extremely low electrical conductivity (high resistivity).
Dissolved ions conduct electricity, so near-zero conductivity signals near-zero ionic contamination. DI water is essential for any application where mineral residue, chemical interference, or equipment scaling would compromise results.
How DI Water Differs from Similar Processes
Three related technologies often get conflated with deionization:
- Water softening — swaps calcium and magnesium ions for sodium ions, reducing hardness but not total dissolved solids; it is cation exchange only, not full deionization
- Distillation — uses heat to vaporize and re-condense water, removing both ionic and uncharged impurities including many microorganisms; a different mechanism entirely
- Reverse osmosis — filters under pressure through a semi-permeable membrane, removing most dissolved solids but typically not achieving the ionic purity of a dedicated deionization stage without a polishing step
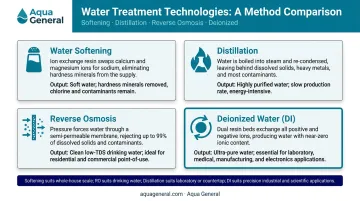
DI production is the right choice when an application specifically requires near-zero ionic content and high resistivity — not just reduced hardness or general filtration.
How the Deionization Process Works
Source water enters a system of ion-exchange resin beds. Dissolved mineral ions are captured and replaced with hydrogen (H⁺) and hydroxyl (OH⁻) ions, which recombine to form pure water. Output quality is monitored continuously via conductivity or resistivity meters.
Cation and Anion Resins
Two resin types handle two ion categories:
- Strong acid cation (SAC) resin carries a negative charge, attracts positively charged mineral ions (calcium, magnesium, sodium, iron), and releases hydrogen in exchange
- Strong base anion (SBA) resin carries a positive charge, attracts negatively charged ions (chloride, sulfates, nitrates, silica), and releases hydroxyl in exchange
Resin type selection is not interchangeable. Weak base anion (WBA) resin removes strong mineral acids but cannot remove silica or CO₂ — a critical gap for applications where silica leakage matters.
Resin capacity is finite: as exchange sites fill with mineral ions, output quality degrades. Spent resin must be regenerated or replaced entirely through a service exchange program.
Purity Standards
Because ions conduct electricity, output quality is measured by resistivity (MΩ·cm) or conductivity (μS/cm). Standard reference grades:
| Standard | Grade | Conductivity Max | Resistivity Min |
|---|---|---|---|
| ASTM D1193 | Type I | 0.056 μS/cm | 18.0 MΩ·cm |
| ASTM D1193 | Type II | 1.0 μS/cm | 1.0 MΩ·cm |
| ASTM D1193 | Type IV | 5.0 μS/cm | 0.2 MΩ·cm |
| ISO 3696 | Grade 1 | 0.1 μS/cm | — |
| ISO 3696 | Grade 3 | 5.0 μS/cm | — |
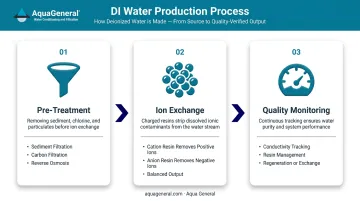
Step 1: Pre-Treatment of Feed Water
Raw source water must be pre-treated before reaching DI resin. Standard pre-treatment steps:
- Sediment filtration — removes particulates that foul resin beds
- Activated carbon filtration — removes chlorine, which degrades ion-exchange resin through oxidative attack on the resin backbone
- Reverse osmosis — removes 90–99% of dissolved solids upstream of the DI stage, extending resin life and reducing operating costs
RO pre-treatment is especially valuable in high-TDS regions. Houston's municipal water reports list TDS values of 189, 256, and 288 ppm with total hardness of 125 ppm as CaCO₃ — feed conditions that exhaust unprotected DI resin significantly faster than lower-TDS sources.
Step 2: Ion Exchange in the Resin Bed
Two configurations are used in practice:
- Two-bed (dual-bed) systems use separate cation and anion tanks in series, offering higher throughput and simpler regeneration — but sodium leakage limits peak purity
- Mixed-bed systems combine both resin types in one vessel for repeated micro-exchanges, achieving the highest purity (suitable for ASTM Type I targets) at the cost of more complex regeneration
Step 3: Quality Monitoring and Resin Management
Inline conductivity or resistivity meters monitor output continuously. When conductivity rises above the application threshold, that signals ionic breakthrough — time to regenerate or replace the resin. Key monitoring and management actions include:
- Watch conductivity trends, not just threshold alarms — a gradual rise signals approaching exhaustion before breakthrough
- Exchange tank programs shift regeneration off-site to a service provider, eliminating the need to handle corrosive chemicals on-site
Deionized Water Production Methods Compared
Three primary approaches exist, each suited to different volume and operational requirements.
Production Method Overview
| Method | Best For | Key Advantage | Key Limitation |
|---|---|---|---|
| Standalone ion exchange (disposable cartridges) | Low-volume, point-of-use | Lowest upfront cost | Cartridge exhaustion depends heavily on feed TDS |
| Portable exchange tanks | 1 GPM to 250+ GPM commercial use | No on-site chemical handling | Dependent on service logistics |
| Automatic on-site regenerating units | High-volume continuous production | Lower long-term operating cost | Requires chemical handling and waste neutralization |
| Continuous EDI | High-purity industrial production | No regeneration chemicals; continuous operation | Higher capital cost; requires RO pre-feed |
Two methods in that table deserve closer attention for commercial and industrial operators.
Electrodeionization (EDI) uses an electric current to continuously drive ion removal through resin and ion-selective membranes, with no acid or caustic regeneration required. Commercial EDI systems are available across a wide range of flow capacities. EDI is typically paired with RO pre-treatment and suits facilities that need continuous high-purity production without on-site chemical handling.
RO/DI combined systems are the most practical approach for medium-to-high volume commercial and industrial use. RO removes the bulk of dissolved solids, reducing resin load in the polishing DI stage and lowering operating costs significantly.
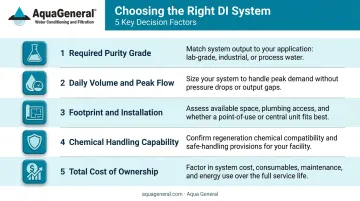
Selecting the Right Configuration
The right production method depends on five factors:
- Required purity grade (ASTM Type I vs. Type II vs. operational threshold)
- Daily volume demand and peak flow rate
- Available footprint and installation constraints
- On-site chemical handling capability and regulatory obligations
- Total cost of ownership, not just the upfront equipment price
For Houston-area businesses — from restaurants and dental offices to beverage producers and manufacturers — Aqua General's WQA-certified specialists conduct free on-site assessments to match the right system configuration to your specific volume, purity, and operational requirements.
Industries and Applications That Rely on DI Water Production
DI water shows up across industries wherever mineral contamination would compromise a product, process, or piece of equipment — from semiconductor fabs to dental offices to car washes.
Industries with the most demanding purity requirements include:
- Electronics and semiconductor manufacturing — rinse water must leave zero mineral deposits on circuits; SEMI F63 sets ultrapure water targets exceeding 18.0 MΩ·cm
- Pharmaceutical and biotech production — ingredient water must meet USP <645> conductivity limits (1.3 μS/cm at 25°C for Purified Water)
- Medical and dental equipment — autoclaves, sterilizers, and diagnostic analyzers need mineral-free feed water; EN13060-compliant guidelines specify ≤15 μS/cm
- Beverage manufacturing — consistent product flavor and bottling line cleanliness both depend on mineral-free water
Beyond these regulated industries, DI water is just as useful in lower-stakes precision applications:
- Laboratory glassware washing and reagent preparation (prevents experiment contamination)
- Spot-free car wash rinse systems (eliminates water spotting on vehicle surfaces)
- Steam irons, humidifiers, and cooling systems (prevents mineral scale buildup)
- Aquariums (removes chlorine and excess minerals harmful to aquatic life)

Key Factors That Affect Deionized Water Production Quality
Feed Water Conditions
Higher incoming TDS means faster resin exhaustion. Houston's municipal TDS of 189–288 ppm is meaningful: systems sized on generic industry averages will underperform. Feed water testing at the specific site — not generalized regional estimates — is the starting point for sizing a DI system.
Chlorine is a separate concern. Ion-exchange resin documentation confirms that strong oxidants rapidly degrade resin, and that chlorine causes slower but cumulative degradation. Activated carbon pre-treatment to remove chlorine is required for any system fed by chlorinated municipal water.
Operating Conditions
- Flow rate — high flow reduces contact time between water and resin, lowering output purity; this matters most in high-demand commercial applications
- Temperature — warmer water generally increases the speed of ion exchange but can accelerate SBA resin degradation; Type II SBA resin in hydroxide form is generally limited to 105°F per resin manufacturer specifications
- Resin selection — SAC and SBA resins are required for complete deionization; WBA resin cannot remove silica or CO₂, so specifying the wrong resin type produces consistent ionic leakage
Operational and Safety Considerations
Beyond performance, day-to-day operations introduce their own requirements:
- Continuous-use applications need standby DI capacity or a redundant EDI unit to prevent production downtime during resin change-out
- On-site regeneration involves hydrochloric acid (cation resin) and sodium hydroxide (anion resin), which carry regulatory and safety obligations
- Many commercial operators sidestep those obligations entirely by using portable exchange service programs instead of regenerating on-site
Common Misconceptions and When DI Water Isn't the Right Fit
Three Misconceptions That Cost Operators
1. "DI water removes all contaminants." It removes only charged (ionic) species. Uncharged organic compounds, bacteria, and viruses pass through ion-exchange resin unchanged. Water quality research confirms that demineralization does not remove bacteria or viruses.
2. "DI water equals ultrapure water." DI is one step on the purity spectrum. Without additional UV treatment and sub-micron filtration, even Type I resistivity water does not meet pharmaceutical-grade or semiconductor UPW specifications for TOC, bacteria, or dissolved oxygen.
3. "DI water and softened water are the same thing." Water softening substitutes sodium for calcium and magnesium — it does not remove both cation and anion species, and it does not reduce conductivity to near-zero. These are fundamentally different processes with different outputs.
When DI Water Is the Wrong Choice
For standard residential drinking water, DI water is not the right solution. The WHO's report on nutrients in drinking water examined health consequences of long-term consumption of demineralized water, flagging two specific concerns: removal of beneficial calcium and magnesium, and microbial recontamination risk.
That second point matters. DI water lacks residual disinfectant, and ion-exchange resin does not remove pathogens — so the water leaving a DI system is not necessarily safer for drinking.
For most homeowners and many commercial operators, a comprehensive treatment system addresses what DI production cannot. Aqua General's AquaGuard® Multi-Media Conditioner integrates five treatment stages into a single system:
| Stage | Function |
|---|---|
| Polishing gravel media | Coarse filtration |
| 2–5 micron physical filtration | Fine particle and sediment removal |
| 10% cross-linked ion exchange resin | Softening and heavy metal reduction |
| Filtrex® activated carbon media | Chlorine, PFAS, chemical compound reduction |
| Silver-impregnated anti-microbial media | Inhibits bacteria growth within the system |

This combination of softening, anti-microbial protection, fine particle filtration down to 0.02 microns, and chemical reduction addresses the contaminant classes that DI production is not designed to handle — while preserving beneficial minerals. For Houston-area households dealing with hard water, disinfection by-products, and elevated chloramine levels, that distinction is worth understanding before choosing a treatment approach.
Conclusion
Deionized water production is a precise, well-established process for removing dissolved ionic minerals through ion exchange. But "DI water" is not a single product — the method, system type, resin selection, and pre-treatment configuration all determine whether the output actually meets the application's requirements.
Deionization works well for industrial, commercial, and laboratory settings that genuinely need ionic purity. It does not address microbiological risk, uncharged organics, or the mineral balance concerns relevant to drinking water.
Matching the right system to the right application requires understanding both what deionization does and what it does not do. A TCEQ-licensed, WQA-certified water treatment specialist — like the team at Aqua General, serving the Greater Houston area for over 32 years — can assess your specific water quality and recommend a system configured to meet it.
Frequently Asked Questions
Is it safe to drink deionized water?
DI water is not toxic, but it's not recommended for regular consumption. It lacks beneficial minerals like calcium and magnesium, tends to taste flat, and still carries microbiological risk since ion exchange does not remove bacteria or viruses. WHO research flags both mineral depletion and recontamination concerns with demineralized water in storage or distribution.
Is deionized water just distilled water?
No — they use different mechanisms. Distillation uses heat to vaporize water, leaving ionic and uncharged impurities (including many microorganisms) behind. Deionization uses ion-exchange resin to remove only charged ionic species. Both produce purified water, but with different residual contaminant profiles.
What is deionized water most commonly used for?
Primary commercial and industrial uses include electronics and semiconductor manufacturing, pharmaceutical production, laboratory reagent preparation and glassware washing, medical and dental equipment (autoclaves, sterilizers), beverage industry rinsing, and spot-free car wash rinse systems.
How do you know when DI resin needs to be replaced or regenerated?
The standard indicator is a rise in output conductivity (or drop in resistivity) above the application's acceptable threshold, monitored via an inline meter. Most systems include conductivity-based alarms that alert operators when resin is approaching exhaustion.
Does deionized water remove bacteria and viruses?
Standard ion-exchange deionization does not effectively remove bacteria, viruses, or uncharged organic compounds. Eliminating microbiological risk requires additional treatment steps — UV disinfection, sub-micron filtration, or RO pre-treatment.
What is the difference between a two-bed and a mixed-bed deionizer?
A two-bed system uses separate cation and anion resin vessels in series, offering higher capacity and simpler regeneration, though sodium leakage limits peak purity. A mixed-bed system combines both resin types in one vessel, achieving the highest purity (ASTM Type I targets) through repeated micro-exchanges, but with greater regeneration complexity.